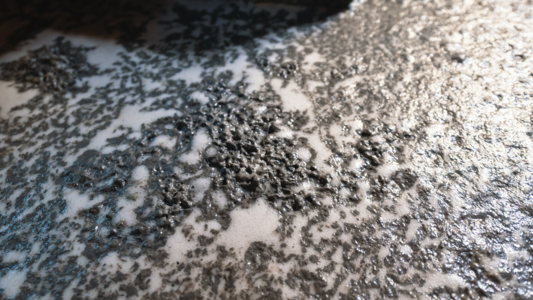
Molybdenite (MoS2) is the predominant economic molybdenum mineral. While naturally very hydrophobic and can effectively be floated with just frother, addition of a hydrocarbon oil extender enhances its recovery.
Making very pure moly concentrate grades is necessary for lubricant and oil additive applications so the challenge is primarily to effectively remove essentially all the gangue and pyrite, which is a challenge since moly mineral ore concentrations are very low.
The moly rougher concentrate is cleaned and recleaned with regrinding in between stages to ensure maximum liberation. Flotation is conducted at high pH levels often times greater than 11 using lime to ensure good depression of sulphide minerals, particularly iron sulphides and copper. Other depressants used include cyanide and Nokes reagent (thiophosphorous or thioarsenic compounds).
While there is primary molybdenum mine production, a significant amount of moly is recovered as copper mine by-product. The standard flow sheet consists of bulk sulphide flotation of copper and molybdenite while depressing gangue and iron minerals in the rougher and cleaner circuits.
Recovery of copper is by standard flotation reagents identified in the copper ore flotation description.
Molybdenum will float naturally with the copper but can be crowded in the froth by the copper mineralisation and use of a moly collector (such as diesel oil, kerosene, refined oils, pine oil or xanthate ester) enhances its floatability. Further, because optimum moly flotation pH is at 7-8 while optimum copper selectivity is typically in the 9-11 pH range, use of a moly collector in bulk flotation can improve floatability. Some mines find that the moly collectors can have a negative impact on copper flotation so testing and evaluation must be conducted to find the optimum moly collector hydrocarbon and frother products.
Separation and upgrading the molybdenite from the bulk copper-molybdenite concentrate is generally accomplished by selective molybdenite flotation following copper and iron sulphide depression. Standard depressant schemes include high pH via lime addition, sodium hydrosulphide, Nokes reagent, etc.
During the molybdenum upgrading process, often the cleaner concentrate is roasted to drive residual reagents off all the minerals in the Cu-Mo bulk concentrate to make a selective separation easier.






.png?h=300)